Buying an Environmental or Battery Test Chamber
Strategic decision-making must be aligned with budgetary constraints and timelines in any project. Consider the choice between outsourcing environmental testing and purchasing a test chamber. Outsourcing may initially seem attractive due to access to seasoned engineers who can aid in developing test protocols and addressing failure issues. The substantial hourly testing rates, potentially reaching $1,500, could escalate costs significantly if extensive testing is needed.
For instance, Segway opted to purchase chambers, including a drive- or walk-in environmental chamber, for $150,000. This upfront investment yielded a break-even return within 18 months and facilitated a more time-efficient schedule, accommodating additional tests when required.
Benefits of Buying Environmental Chambers for Your Testing Needs
The benefits go beyond time and money, too. When you're developing new-to-market items, your in-house team will likely be the best expert group. Each project division can work together to make educated decisions and adjustments. Also, in today's fast-paced marketplace, waiting for scheduled testing time over many iterations gives competitors a chance to beat you to the market.
There's also a greater level of protection. The ability to test in-house as often as you like limits the chances of a costly product recall. The likelihood of one today is significantly higher than in previous years ago, with better detection tools and stricter safety rules in place. The U.S. Consumer Products Safety Commission (CPSC) averages one daily recall. Recalls.gov, a collaborative effort of seven U.S. government agencies, admits more recalls need to be listed. If your product were to be recalled, it's not the testing supplier that gets the bad reputation; your company will face the backlash.
While the advantages of owning a test chamber are apparent, it remains a substantial capital investment that demands careful consideration. This is where Associated Environmental Systems comes into play. Our comprehensive guide is designed to assist you in making informed purchasing decisions and explore customization options tailored to your specific needs.

YOUR TESTING REQUIREMENTS MAY BE DICTATED BY GOVERNING BOARDS, INDUSTRY STANDARDS, OR CONSUMER EXPECTATIONS.
Your company has developed a new product. Now, you need to select an environmental test chamber to make sure the product will perform as expected in real-world conditions. The product must be tested at various temperature and humidity conditions to ensure its quality and reliability.
Where do you start? What will determine your selection criteria?
Research and Development Testing
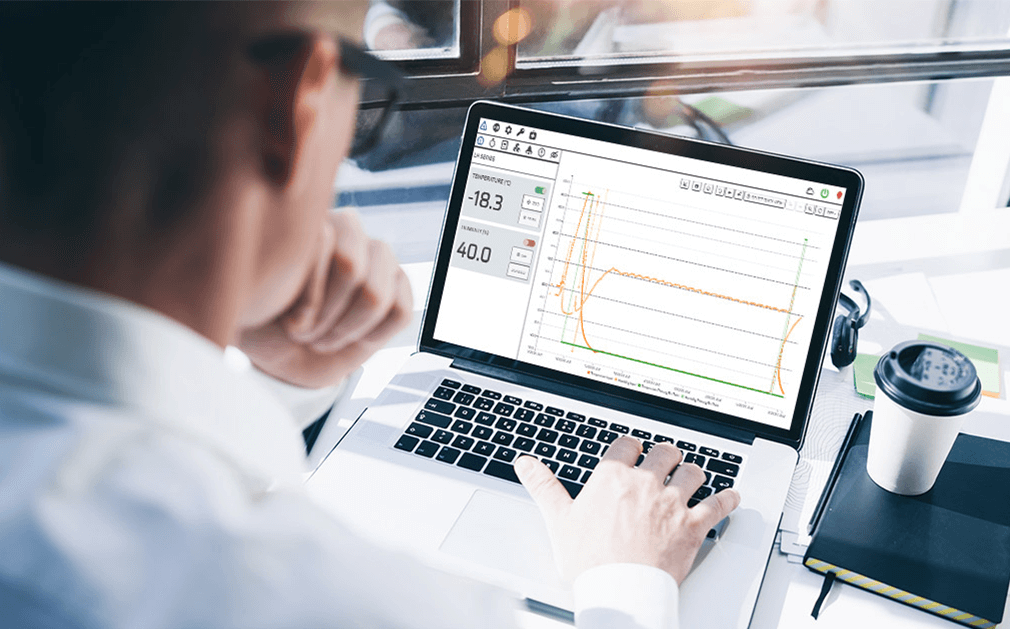
If you’re testing in research and development (R&D for short), consider how the different elements can be tested to shorten the development time by identifying the shortcomings of components. Environmental test chambers feature precise temperature and humidity controls to create repeatable climate conditions.
The most common tests run are for product shelf life, accelerated life testing/reliability testing (HALT/HALT testing), and stability and package testing. These tests can be run using temperature for repeated thermal cycling and humidity to find weak points.
Identifying defects or stress limits during this process leaves room to redesign the product (if need be) and set performance expectations.
You know when your milk will expire through the FDA’s required date stamping. However, most consumer products don’t have expiration dates, and companies are left to self-govern themselves.
Additionally, industries have their own test specifications. These are self-regulated through organizations or adhere to government regulations under applications like light exposure, corrosion, military standard testing, temperature evaluation studies, electronic component burn-in, plant growth, and insect rearing, to name a few.
Production Testing
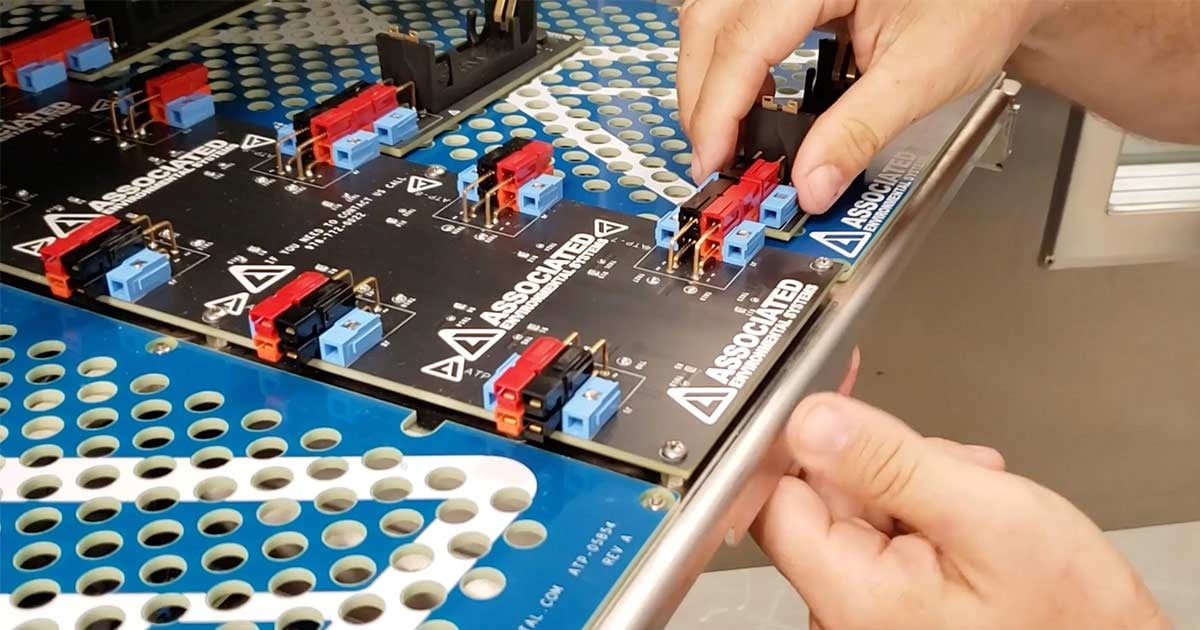
During production, companies either sample test products from batches or lots, or test every product that comes off the line with highly accelerated stress screening (HASS testing). This form of testing involves pushing the product to its identified stress limits determined by the HALT testing in the development phase. HASS testing is crucial because it will likely spot improper manufacturing processes. There’s a chance that the product fails during manufacturing due to unreliable components that could have been identified in HALT testing.
It’s common practice to test products that contain Lithium-Ion batteries during production. Automated external defibrillators (AEDs), flight recording devices, mobile/cell phones, and many more products are tested during production. Finding defects during manufacturing is much more costly, and it’s more challenging to identify where the failures are occurring. Therefore, it’s beneficial to put more time and resources into development testing. Customer expectations will determine the need for batch sampling or total production testing, as this varies by industry.




Construction Materials
When purchasing an environmental test chamber, selecting one whose value will remain intact as your company grows and changes is crucial. It's not unusual for a well-maintained test chamber to last for 15 years or more. Ensure the materials used in construction are high-quality and durable to extend your test chamber's life. For smaller test chambers, less than eight cubic feet in volume, confirm the interior workspace walls have at least 304-grade stainless steel with a thickness of at least 18-gauge stainless steel. Larger chambers need a minimum of 18-gauge, sometimes 16-gauge stainless steel with a reinforced floor to ensure adequate durability.
Construction Method
- Internal Workspace: The interior walls of a chamber should be seam-welded. Heli Arc or tungsten inert gas (TIG) welding is preferred to reduce the chance of leaks from inside the workspace to the electrical and mechanical components. Some chambers use riveted wall assembly, which will leak heat and humidity into the insulation and machine compartments.
- Door: The door to the chamber workspace should be fitted with a silicone-type gasket to ensure chamber conditions and prevent leaks. Silicone gaskets can sustain their structure in high and low-temperature conditions. Gasket quality becomes especially essential when CO2 or LN2 is used because other materials quickly disintegrate when exposed to low temperatures.
- Exterior: The outer body of the test chamber should be welded, heavy-gauge, cold-rolled steel. Cold-rolled steel is 20% harder than regular steel, more durable, and has a low tolerance. As a result, it offers a more accurate shape when bent and a better-sealed workspace. These qualities are all critical factors when subjecting machines to high and low temperatures and various humidity levels. Applying powder-coated finishes adds long-term protection against rust, corrosion, and bumps compared to wet-painted finishes.
- Machine Components: Ensure quality craft by applying national standards and organizations' requirements to the wiring, which should conform to the National Electrical Code (NEC). Refrigeration systems should follow the American Society of Heating, Refrigerating, and Air-Conditioning Engineers (ASHRAE) guidelines.
- Insulation: Good insulation will maintain thermal integrity. Placed between the inner and outer walls and inside doors, look for high-density, low "K" factor, non-settling fiberglass or mineral wool insulation. These products are fire retardant and non-corrosive. These materials appear to be in sealed areas, but because of the forced air circulation, check that the insulation materials are thoroughly health- and safety-tested for people that regularly work around test chambers.


.jpg?width=2000&name=test%20chamber%20service%20(1).jpg)
Test chambers come with many features, both standard and optional. Planning ahead of time will make the capital expenditure process easier and free up your valuable time.
To help with that process, we've provided a clickable checklist that outlines all the details to consider for your purchase. Best of luck with your testing.
